




Tin tức
Top 9 Máy In 3D kim loại tốt nhất hiện nay – Nguyên tắc hoạt động và xử lý khi in 3D kim loại
Mục lục nội dung
Công nghệ in 3d nhựa đã mang đến khả năng tạo mẫu nhanh chóng và hiệu quả, giúp hiện thực hóa ý tưởng thiết kế một cách trực quan. Tuy nhiên, hạn chế về độ bền và sức chịu nhiệt của sản phẩm nhựa đã kìm hãm ứng dụng rộng rãi của nó.
Nhận thức được những hạn chế này, máy in 3D kim loại ra đời như một giải pháp đột phá. Sử dụng các vật liệu in 3d kim loại như thép, titan, hợp kim nhôm, v.v., in 3D kim loại tạo ra những sản phẩm có độ bền cao, khả năng chịu nhiệt tốt và đáp ứng được yêu cầu khắt khe trong nhiều ngành công nghiệp.
Máy in 3D kim loại là gì ?
Sử dụng công nghệ in 3D để tạo rá các mẫu, đối tượng bằng kim loại. Máy in 3D kim loại ra đời khắc phục được những nhược điểm của các máy in truyền thống khác, sử dụng các công nghệ tiên tiến nung chảy hoặc nung nóng bột in 3D kim loại. Từ đó, xây dựng các sản phẩm kim loại 3D theo thiết kế được xác định trước.
Máy in 3D kim loại có khả năng tạo ra các sản phẩm kim loại có độ phức tạp cao và chi tiết mang lại nhiều lợi ích như tăng tốc độ sản xuất, tiết kiệm nguyên liệu và giảm lượng phế liệu. Bởi vậy, máy in 3D kim loại được sử dụng trong nhiều lĩnh vực, bao gồm công nghiệp chế tạo, y tế, hàng không vũ trụ và nhiều lĩnh vực khác.
Sự khác biệt giữa in 3D kim loại SLM và DMLS
Sự khác biệt giữa SLM và DMLS nằm ở các nguyên tắc cơ bản của quá trình liên kết hạt (và cả bằng sáng chế): SLM sử dụng bột kim loại có nhiệt độ nóng chảy duy nhất và làm tan chảy hoàn toàn các hạt, trong khi ở DMLS, bột được tạo thành từ các vật liệu có điểm nóng chảy thay đổi hợp nhất ở cấp độ phân tử ở nhiệt độ cao.
Về cơ bản, SLM sản xuất các bộ phận từ một vật liệu in 3d kim loại duy nhất, trong khi DMLS sản xuất các bộ phận từ hợp kim kim loại.
Cả SLM và DMLS đều được sử dụng trong các ứng dụng công nghiệp để tạo ra các sản phẩm kỹ thuật sử dụng cuối.
Có các quy trình sản xuất bồi đắp khác có thể được sử dụng để sản xuất các bộ phận kim loại dày đặc, chẳng hạn như: Nấu chảy bằng chùm tia điện tử (EBM) và Sản xuất phụ gia siêu âm (UAM). Tuy nhiên, tính khả dụng và ứng dụng của chúng còn hạn chế nên chúng sẽ không được trình bày ở đây.
Độ bám dính lớp
Các bộ phận SLM và DMLS kim loại có các đặc tính cơ và nhiệt gần như giống nhau. Chúng ở dạng rắn với độ rỗng bên trong rất thấp (dưới 0,2 – 0,5% ở trạng thái in và gần như không rỗng sau khi xử lý nhiệt).
So với các phương pháp sản xuất truyền thống, sản phẩm in 3D kim loại thường có độ bền, độ cứng cao hơn và thậm chí còn linh hoạt hơn.
Ví dụ: So sánh tính chất cơ học của hợp kim in 3D AlSi10Mg EOS và hợp kim đúc khuôn A360. Cả hai vật liệu này đều có thành phần hóa học rất giống nhau, giàu silicon và magiê. Tuy nhiên, các bộ phận in 3D có tính chất cơ học vượt trội và độ cứng cao hơn so với vật liệu được gia công kim loại truyền thống.
Do vật liệu chưa qua xử lý có dạng hạt, độ nhám bề mặt (Ra) của bộ phận in 3D kim loại là khoảng 6 – 10 μm. Độ nhám bề mặt tương đối cao này có thể giải thích một phần lý do tại sao sản phẩm in 3D kim loại dễ bị yếu hơn.
| AlSi10Mg (hợp kim in 3D) | A360 (Hợp kim đúc) | |
| Sức mạnh năng suất (chủng 0,2%) * | XY: 230 MPa Z: 230 MPa | 165 MPa |
| __Sức căng * __ | XY: 345 MPa Z: 350 MPa | 317 MPa |
| __Mô-đun * __ | XY: 70 GPa Z: 60 GPa | 71 GPa |
| __Độ giãn dài khi đứt * __ | XY: 12% Z: 11% | 3,5% |
| __Độ cứng** __ | 119 HBW | 75 HBW |
| __Độ bền mỏi ± __ | 97 MPa | 124 MPa |
*Xử lý nhiệt: ở 300 độ C trong 2 giờ ± Đã thử nghiệm trên các mẫu hoàn thiện
Cấu trúc support & định hướng bộ phận
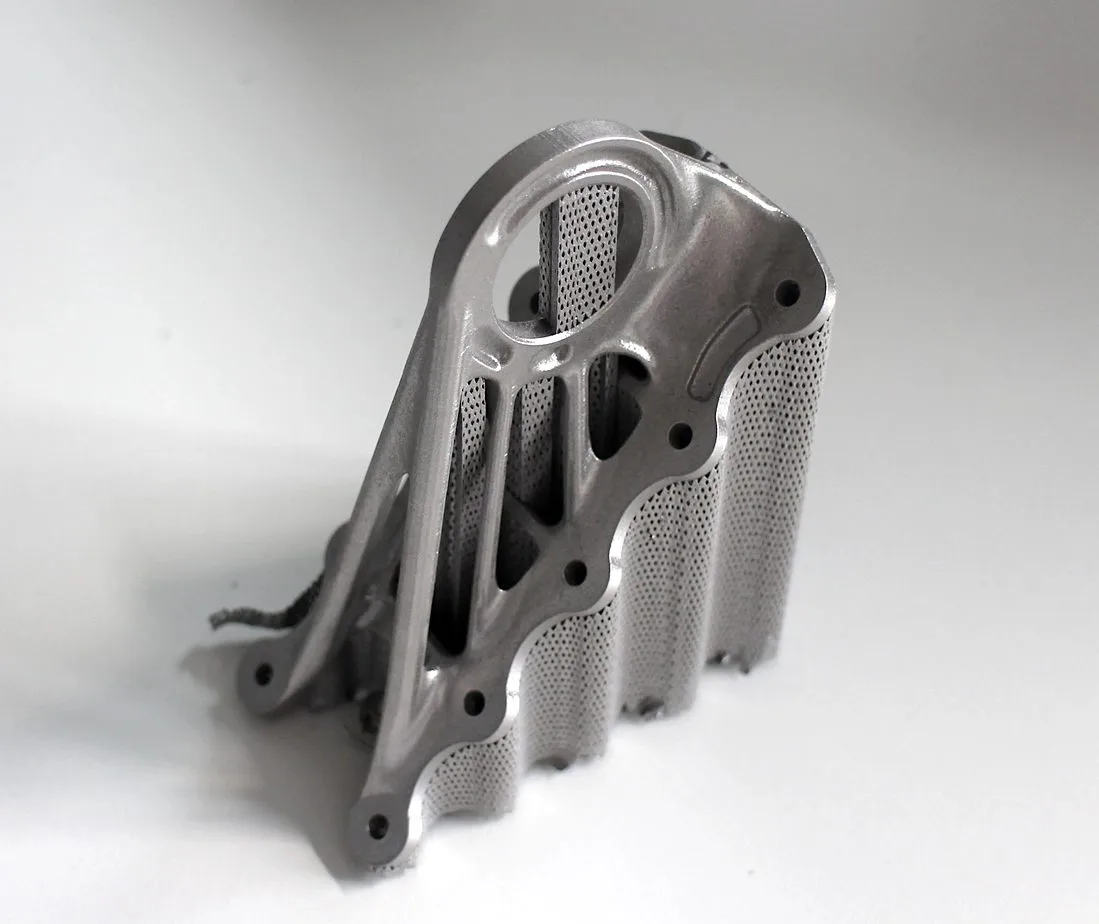
Support là yếu tố cần thiết trong in 3D kim loại do nhiệt độ xử lý rất cao và chúng thường được xây dựng theo dạng lưới.
Các cấu trúc hỗ trợ trong in 3D kim loại phục vụ ba chức năng khác nhau:
- Tạo nền tảng: Support cung cấp nền tảng thích hợp để xây dựng lớp vật liệu tiếp theo.
- Chống biến dạng: Support neo giữ chi tiết vào đế in, ngăn ngừa cong vênh.
- Tản nhiệt: Support hoạt động như bộ tản nhiệt, giúp phân tán nhiệt ra khỏi chi tiết và cho phép chi tiết nguội với tốc độ được kiểm soát tốt hơn.
Để giảm thiểu cong vênh và tối đa hóa độ bền của chi tiết theo các hướng quan trọng, người ta thường đặt chi tiết theo một góc nhất định. Tuy nhiên, điều này sẽ làm tăng lượng support cần thiết, thời gian in, lãng phí vật liệu và cuối cùng là tổng chi phí.
Giảm thiểu cong vênh bằng cách quét laser theo hình dạng ngẫu nhiên. Chiến lược quét này giúp ngăn chặn dư thừa tích tụ theo bất kỳ hướng cụ thể nào và sẽ tạo ra kết cấu bề mặt đặc trưng cho chi tiết.
Do chi phí in 3D kim loại rất cao, các phần mềm mô phỏng thường được sử dụng để dự đoán hành vi của chi tiết trong quá trình in . Thuật toán tối ưu cấu trúc cũng được sử dụng không chỉ để tối đa hóa hiệu suất cơ học và tạo ra các chi tiết nhẹ mà còn để giảm thiểu nhu cầu sử dụng support và khả năng cong vênh.
Khác biệt về kết cấu và dộ rỗng
In 3D kim loại khác với in laser chọn lọc vật liệu dạng bột polymer (SLS):
- Không khuyến khích tạo các khối rỗng lớn trong in 3D kim loại vì khó loại bỏ giàn đỡ bên trong
- Đối với các lỗ rỗng bên trong lớn hơn Ø 8 mm, nên sử dụng thiết kế hình kim cương hoặc hình giọt nước thay cho hình tròn để không cần dùng đến support.
Thay vì dùng khối rỗng hoàn toàn, bạn có thể thiết kế chi tiết với kết cấu vỏ và lõi. Vỏ và lõi được xử lý bằng công suất laser và tốc độ quét khác nhau, dẫn đến các tính chất vật liệu khác nhau. Sử dụng kết cấu vỏ và lõi rất hữu ích khi sản xuất các chi tiết có khối rắn lớn. Ưu điểm của phương pháp này là giảm đáng kể thời gian in, giảm thiểu cong vênh, tạo ra chi tiết có độ ổn định cao và bề mặt chất lượng tuyệt vời.
Sử dụng cấu trúc dạng lưới cũng là một chiến lược phổ biến trong in 3D kim loại để giảm trọng lượng của một bộ phận. Các thuật toán tối ưu hóa cấu trúc liên kết cũng có thể hỗ trợ trong việc thiết kế các dạng hữu cơ, nhẹ.
Máy In 3D kim loại hoạt động như thế nào?
Máy In 3D kim loại dù sử dụng công nghệ SLM (Selective Laser Melting – Nung chảy chọn lọc bằng laser) hay DMLS (Direct Metal Laser Sintering – Thiêu kết trực tiếp bằng laser kim loại) thì quy trình hoạt động cơ bản đều khá giống nhau:
- Chuẩn bị môi trường in: Buồng in được làm nóng đến nhiệt độ thích hợp và bơm đầy khí trơ (ví dụ như Argon) để ngăn bột kim loại bị oxy hóa.
- Tạo từng lớp chi tiết:
- Một lớp bột kim loại mỏng được trải đều trên bàn in.
- Tia laser công suất cao sẽ quét theo từng mặt cắt của mô hình 3D, làm nóng chảy (hoặc nung kết) các hạt kim loại với nhau, tạo thành lớp kế tiếp. Tia laser sẽ quét toàn bộ diện tích của từng lớp, đảm bảo chi tiết được tạo ra đặc hoàn toàn.
- Lặp lại đến khi hoàn thành:
- Sau khi quét xong một lớp, bàn in sẽ hạ xuống đúng bằng độ dày của một lớp bột.
- Hệ thống dàn trải sẽ phủ thêm một lớp bột kim loại mới lên trên.
- Quá trình này được lặp đi lặp lại cho đến khi toàn bộ chi tiết được hoàn thành.
- Xử lý sau in:
- Sau khi in xong, chi tiết thường vẫn còn nằm trong khối bột kim loại.
- Không giống như in 3D nhựa SLS hay MJF, chi tiết kim loại cần được gia công thêm các cấu trúc hỗ trợ để chống lại biến dạng và cong vênh do nhiệt độ cao trong quá trình in. Các cấu trúc hỗ trợ này cũng được làm từ cùng vật liệu với chi tiết.
- Khi buồng in nguội xuống nhiệt độ phòng, bột kim loại dư thừa sẽ được loại bỏ thủ công. Chi tiết thường được gia nhiệt để giải phóng ứng suất dư bên trong ngay khi còn nằm trên bàn in.
- Cuối cùng, các cấu trúc hỗ trợ được cắt rời bằng phương pháp cắt dây EDM hoặc gia công cơ khí để tách chi tiết hoàn thiện ra khỏi bàn in. Lúc này, chi tiết đã sẵn sàng để sử dụng hoặc gia công thêm tùy theo mục đích.
Các vật liệu in 3D kim loại phổ biến cho máy in 3D kim loại là gì?
Máy In 3D kim loại sử dụng nhiều loại vật liệu in 3d khác nhau, mỗi loại có ưu và nhược điểm riêng, phù hợp với những ứng dụng cụ thể. Dưới đây là một số loại vật liệu in 3d phổ biến nhất:
- Thép:
- Ưu điểm: Thép là vật liệu phổ biến nhất trong in 3D kim loại do có độ bền cao, giá thành hợp lý, dễ gia công và có nhiều lựa chọn về chủng loại, độ cứng và khả năng chống ăn mòn.
- Nhược điểm: Thép có thể bị oxy hóa và rỉ sét, độ dẻo dai thấp hơn so với một số vật liệu khác.
- Ứng dụng: Thép được sử dụng rộng rãi trong nhiều ngành công nghiệp như hàng không vũ trụ, ô tô, y tế, chế tạo máy móc, v.v.
- Siêu hợp kim:
- Ưu điểm: Siêu hợp kim có độ bền cao, chịu được nhiệt độ cao và môi trường khắc nghiệt, có khả năng chống ăn mòn và oxy hóa tốt.
- Nhược điểm: Siêu hợp kim có giá thành cao hơn so với thép và khó gia công hơn.
- Ứng dụng: Siêu hợp kim được sử dụng trong các ngành công nghiệp đòi hỏi độ bền cao và khả năng chịu nhiệt tốt như động cơ máy bay, tuabin khí, tên lửa, v.v.
- Titan:
- Ưu điểm: Titan có độ bền cao, trọng lượng nhẹ, chống ăn mòn tốt và có khả năng tương thích sinh học cao.
- Nhược điểm: Titan có giá thành cao và khó gia công hơn so với thép.
- Ứng dụng: Titan được sử dụng trong các ngành công nghiệp như y tế (implant nha khoa, khớp nhân tạo), hàng không vũ trụ (máy bay, tên lửa), thể thao (xe đạp, gậy bóng gôn), v.v.
- Đồng:
- Ưu điểm: Đồng có độ dẫn điện và dẫn nhiệt cao, dễ gia công và có thể được tái chế.
- Nhược điểm: Đồng có độ bền thấp hơn so với thép và titan.
- Ứng dụng: Đồng được sử dụng trong các ngành công nghiệp như điện tử, sản xuất dây điện, trao đổi nhiệt, v.v.
- Nhôm:
- Ưu điểm: Nhôm có trọng lượng nhẹ, dễ gia công, chống ăn mòn tốt và có giá thành hợp lý.
- Nhược điểm: Nhôm có độ bền thấp hơn so với thép và titan.
- Ứng dụng: Nhôm được sử dụng rộng rãi trong nhiều ngành công nghiệp như hàng không vũ trụ, ô tô, xây dựng, đóng tàu, v.v.
Ngoài ra, còn có nhiều loại vật liệu in 3d khác được sử dụng trong máy in 3D kim loại như niken, coban, wolfram, v.v., mỗi loại có những đặc tính và ứng dụng riêng.
Lựa chọn vật liệu in 3d kim loại phù hợp:
Việc lựa chọn vật liệu cho in 3D kim loại phụ thuộc vào nhiều yếu tố như ứng dụng của chi tiết, yêu cầu về độ bền, khả năng chịu nhiệt, khả năng chống ăn mòn, chi phí và khả năng gia công.
Phương pháp xử lý hậu kỳ cho in 3D kim loại
Sau khi in 3D kim loại, các sản phẩm thường cần trải qua thêm các công đoạn xử lý để cải thiện chất lượng, độ chính xác và vẻ bề ngoài.
Các bước xử lý bắt buộc:
- Loại bỏ bột kim loại dư thừa: Bột kim loại không dính vào sản phẩm sau khi in cần được loại bỏ thủ công.
- Tách bỏ các cấu trúc support: support dùng để chống đỡ sản phẩm trong quá trình in cũng cần được cắt hoặc mài mòn tách rời.
Các bước xử lý tùy chọn:
- Ủ nhiệt (nhiệt luyện): Xử lý nhiệt giúp giảm ứng suất bên trong sản phẩm, từ đó nâng cao độ bền và các tính chất cơ học khác.
- Gia công CNC: Đối với các chi tiết có kích thước quan trọng và cần độ chính xác cao (như lỗ hoặc ren), có thể sử dụng phương pháp gia công CNC để gia công hoàn thiện.
- Thổi bề mặt (xử lý bề mặt bằng hạt mài): Phương pháp này giúp làm sạch và tạo độ nhám cho bề mặt sản phẩm, cải thiện độ bền mỏi.
- Mạ điện: Mạ điện giúp phủ một lớp kim loại khác lên bề mặt sản phẩm, tăng khả năng chống ăn mòn, dẫn điện hoặc trang trí.
- Đánh bóng: Đánh bóng giúp tạo bề mặt sáng bóng, mịn màng cho sản phẩm.
- Gia công vi mô: Sử dụng tia laser hoặc các phương pháp khác để tạo ra các chi tiết nhỏ và chính xác trên bề mặt sản phẩm.

Top 9 Máy In 3D kim loại tốt nhất hiện nay – Nguyên tắc hoạt động và xử lý khi in 3D kim loại
Top 9 Máy In 3D kim loại tốt nhất hiện nay – Nguyên tắc hoạt động và xử lý khi in 3D kim loại
Top 9 Máy In 3D kim loại tốt nhất hiện nay – Nguyên tắc hoạt động và xử lý khi in 3D kim loại
Top 9 Máy In 3D kim loại tốt nhất hiện nay – Nguyên tắc hoạt động và xử lý khi in 3D kim loại